Directed Energy Deposition
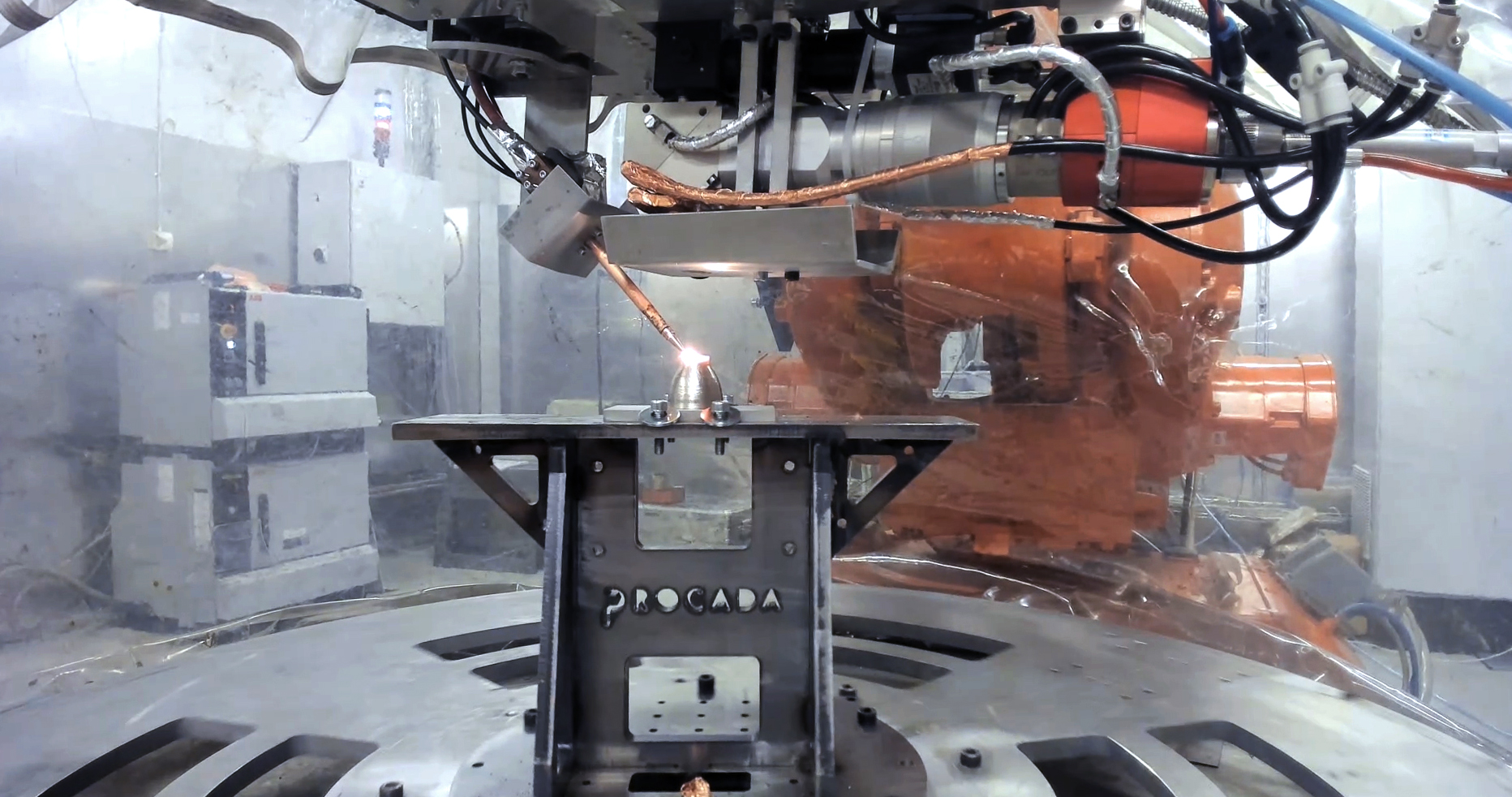
Directed Energy Deposition (DED) comprises of Additive Manufacturing techniques in which material is added to an existing component or surface. By utilizing a power source with high energy flux density, such as a laser or plasma arc, feedstock material in the form of either powder or wire is melted and fused. Through a relative motion between the processing tool and the surface, the molten material is solidified into beads which are deposited layer upon layer forming the 3D shape. When used with metals, the DED process is usually referred to as direct metal deposition or metal deposition for short.
A typical DED machine consists of a processing tool attached to a multi-axis robotic arm or a gantry system. This offers a unique ability to add features onto components of arbitrary size and shape. The DED technology is therefore ideal for repair of worn parts or fabrication of new parts. In fabrication of new parts conventional manufacturing techniques can be combined with DED technology to enable an efficient use of different material forms as well as greater utilization of previously impractical-to-machine alloys. This offers new possibilities to weight reduction, higher operating temperatures and longer service life. A fabrication approach utilizing DED will also lead to substantial reduction in material utilization, number of parts, lead time and production cost.
Wire DED
Directed energy deposition comes to its full potential when combined with wire filler material as this offers several advantages compared to using powder feedstock. Some of the main benefits are:
- Fully dense parts
- 100% material utilization
- Simpler and safer material handling
- Lower feedstock cost
- Very high deposition rates
- Superior surface roughness
- Flexible deposition setup
- Less maintenance
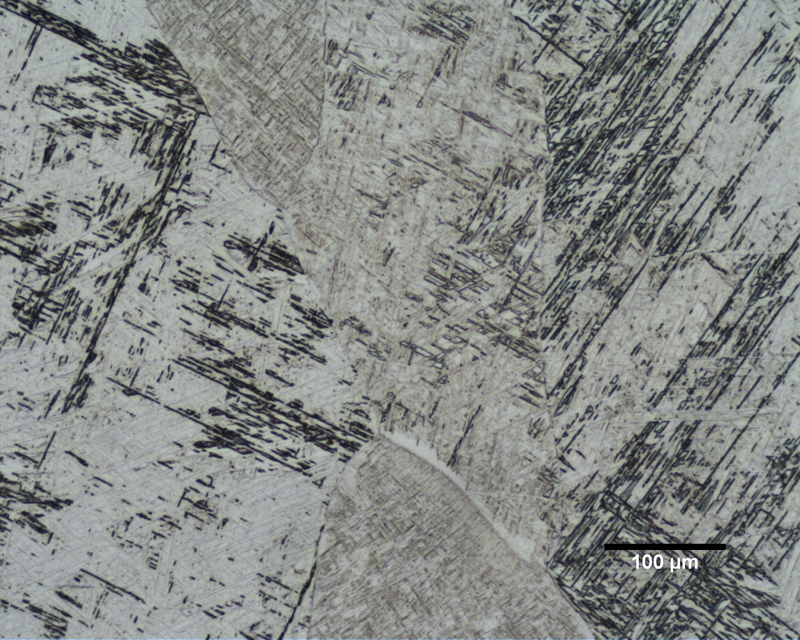
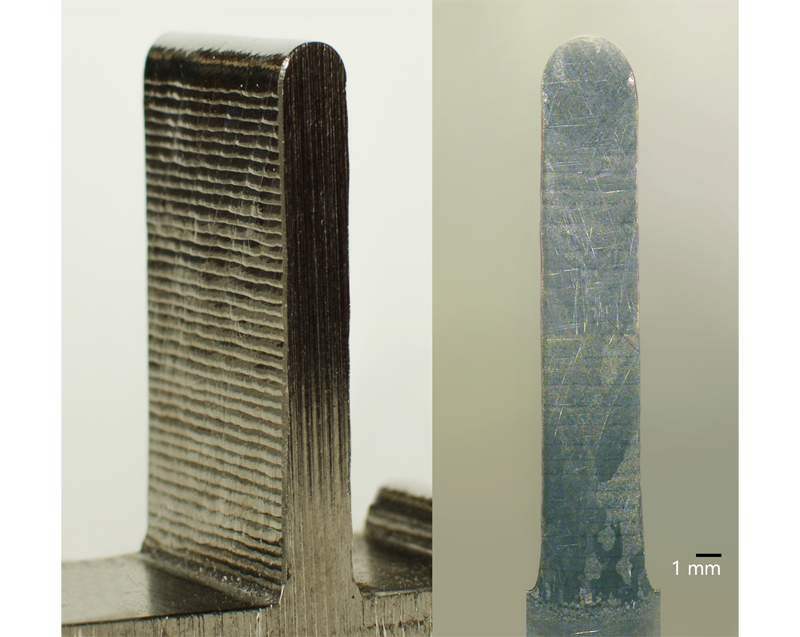
Non-optimal deposition parameters, contaminated feedstock material or process disturbances will result in porosity and in the end deteriorate the material properties. Although all AM techniques can in theory produce a fully dense structure, porosity is common in parts produced by powder-based processes while rare or non-existing for wire-based processes. This not only ensures consistent material properties throughout the part, but also eliminates the need for subsequent postprocessing such as High Isostatic Pressing (HIP).
Lack-of-fusion defects (flat cracks) are however equally common for both powder and wire DED if process parameters are poorly chosen or the deposition process experience disturbances which are not corrected for. With Procada’s closed loop control, we can ensure that the process is kept within the allowed process window at all times leading to reduced probability for lack-of-fusion defects and thereby consistent material quality.
Unlike powder-based additive manufacturing, where a large portion of the powder feedstock is either scattered during deposition (blown-powder processes) or not utilized at all (powder-bed processes), a wire based DED process utilizes all of the feedstock that is fed into the melt pool. Consequently, there is no need for subsequent handling of the unutilized material such as collecting powder for scrapping or possibly processing for later re-use. For high-value materials often found in metal AM, the excellent material utilization makes a significant impact both on your business case and the environment.
Powders need to be handled with care. Some metal powders are to be considered explosive if mixed with air and the fine powder particles are hazardous to both people and the environment. Because of this, handling of powders is associated with extra effort, cost and time when compared to wire. Wires are not considered to constitute a health risk and are not explosive nor a fire hazard in air.
Wires are also, when handled with appropriate gloves, not easily contaminated unlike powders. Wire can also be transferred to the processing point without the use of carrier gas.
Metal wire for weld metals is readily available from several suppliers and can generally be sourced at a lower cost per unit weight than powders. Further, by not needing carrier gases, the wire process is at an advantage to powder-DED when it comes to cost of consumables.

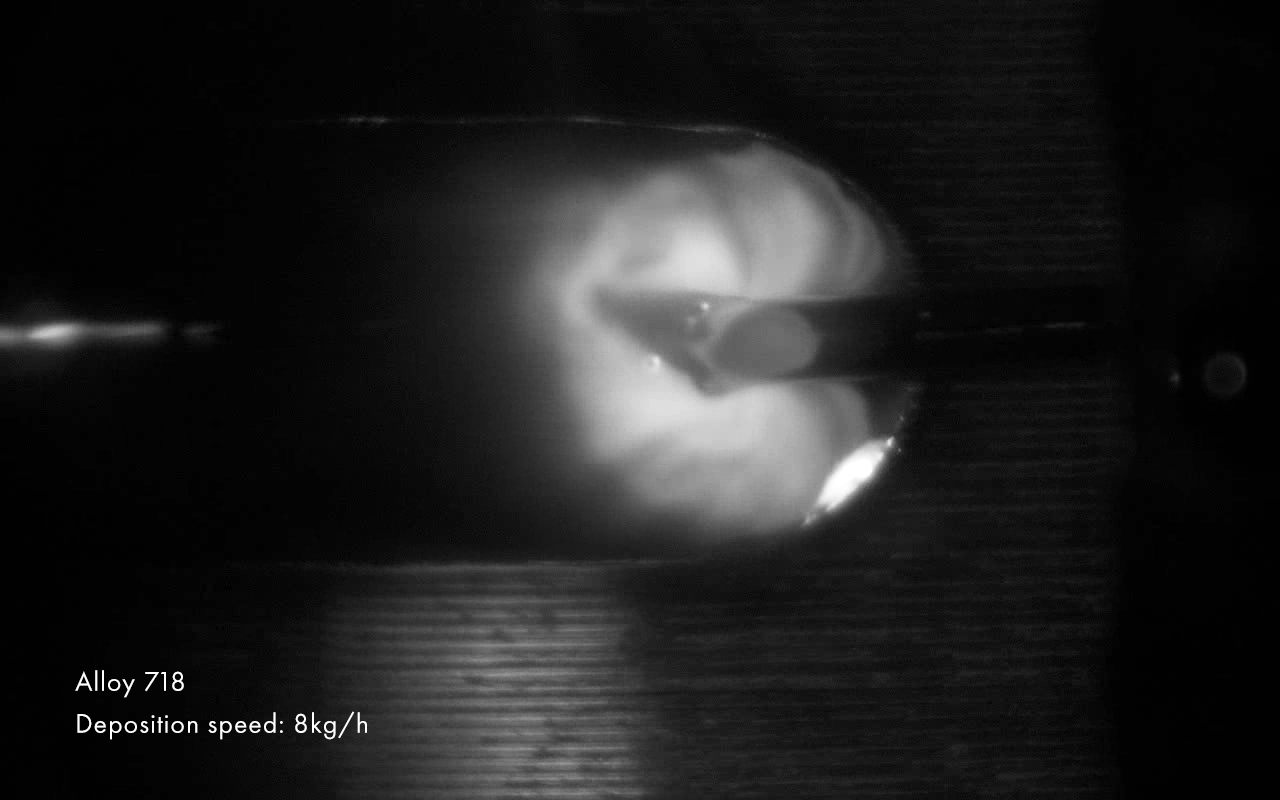
Due to the ability to feed current through the wire, preheating of the feedstock can be used to add extra energy and thereby allowing for higher deposition rates. This approach can increase the effective energy for melting material without the need for a more powerful primary power source such as a laser or electrical arc. In order to transfer a lot of material to the processing spot for very high deposition rates, one can either use wires with larger dimensions or use several wires in a parallel configuration.
Wire processes typically result in low surface roughness compared to powder processes due to the absence of semi-molten entrapped particles. However, wire processes typically yield slightly “wavy” surfaces as a result of layers being placed on top of each other. It should be noted that this phenomenon is also present for powder-DED processes. The superior surface roughness of wire-DED parts lowers the risk for crack initiation compared to parts created by a powder process. The surface created by a wire process can in many applications be used as-deposited unless it constitutes a mechanical interface. This reduces the number of machining operations required for the finished part.
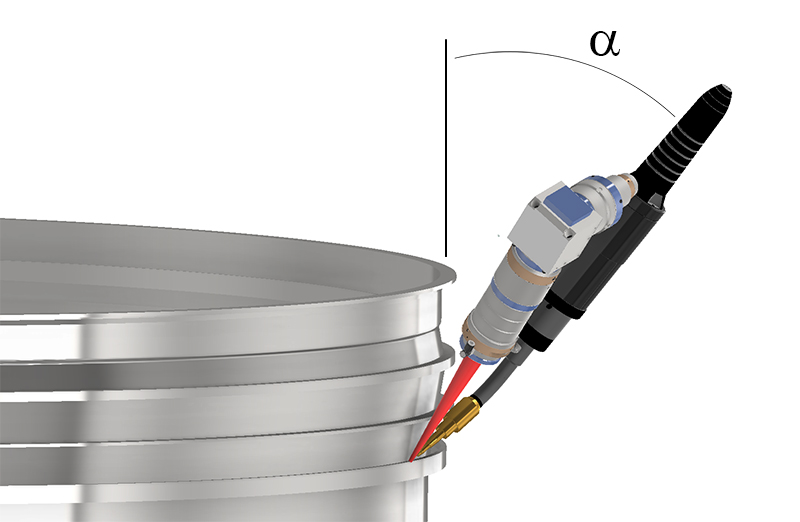
The wire is self-supporting and rigid as opposed to powders. This has the benefit that wire can be fed into the processing point independently of gravitation. This is an important trait when it comes to adding features on existing components with limited access and reorientation possibilities to suit the deposition process. A powder/gas stream in powder-DED on the other hand, can be operated only when close to parallel to the gravitational vector.
Just like powder-DED, wire-DED is capable of coaxial wire feeding making the system flexible in respect to the deposition pattern.
The use of wire as feedstock material benefits from the existing wire delivery systems developed for welding. These are more durable and cheaper to purchase and maintain than their powder counterparts.
Printing speed vs. part resolution
To fully exploit the benefits of wire-fed DED it is essential that consistent material properties can be ensured throughout the printed part, repeatedly. This is in fact one of the main challenges with all AM techniques today. At Procada we are therefore specialized in automation and closed-loop process control of metal-wire DED. Our solutions ensure that key process variables are maintained within a qualified process window at all times, resulting in printed parts with highest material integrity. Additionally, our closed-loop control systems support arbitrary deposition patterns including all wire feeding directions. This unique ability of our control systems means that the DED process can now be optimized for each part or feature to be printed. Printing speed does not longer come at the sacrifice of part resolution.
Markets
With our closed-loop control solutions the number of valuable applications for DED extends largely beyond the current use of manually controlled prototyping or low volume production of large yet simple parts. Below we have listed several segments where we see an expanding number of feasible applications for closed-loop controlled wire DED resulting in substantial returns on investment.
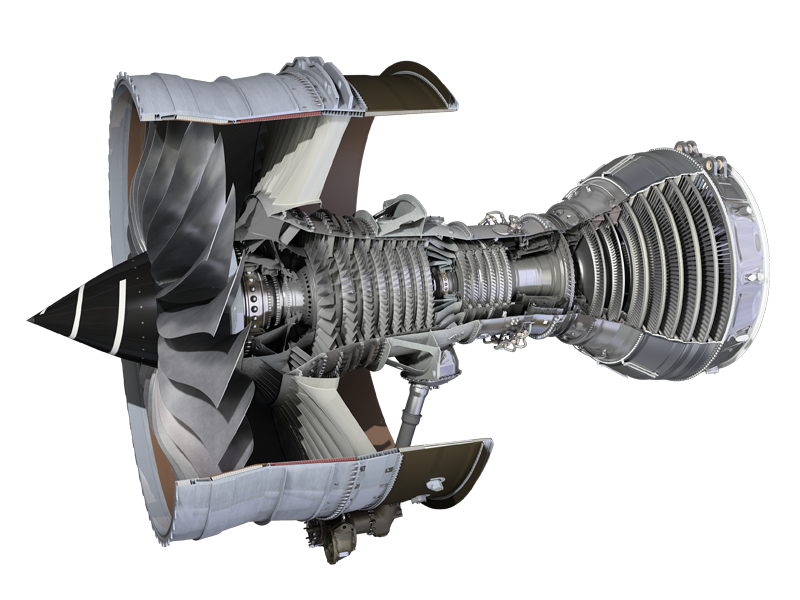
Aeroengines
Several parts in an aeroengine are directly suitable for wire-DED enhanced fabrication, such as fan cases, compressor cases and pressure turbine cases. Usually made of Titanium alloys or Nickel-based superalloys, these parts have a number of features such as flanges, stiffeners, bosses and engine mounts that in a conventional manufacturing process drive up the buy-to-fly ratio significantly. Using wire-DED, parts originally made out of oversized forgings can now be fabricated by printing protruding parts on top of more slender forgings or even sheet metal. This reduces both the complexity of the forging process and the amount of machining required. With Procada’s closed-loop process control the wire-DED printed material can now be qualified for even the toughest of applications adding valuable design freedom in creation of tomorrow’s engines.

Aerostructures
Structural aerospace components with their characteristic deep pockets, tight corners and high surface-to-volume ratios make an ideal application for wire-DED. High deposition rates and almost unlimited build envelopes give the wire-DED technology a significant edge in manufacturing of particularly elongated structures such as wing spars or large complex parts like airframe bulkheads. These components can be made by a combination of printing and forging, either by efficiently printing a preform that is forged or by adding features on simplified forgings or sheet metal. For a successful implementation of additive manufacturing in these applications the technology needs to handle high deposition rates in combination with arbitrary deposition patterns including intersecting paths and varying wire feeding directions. With Procada’s unique and flexible process feedback- and control solutions we enable precisely that.
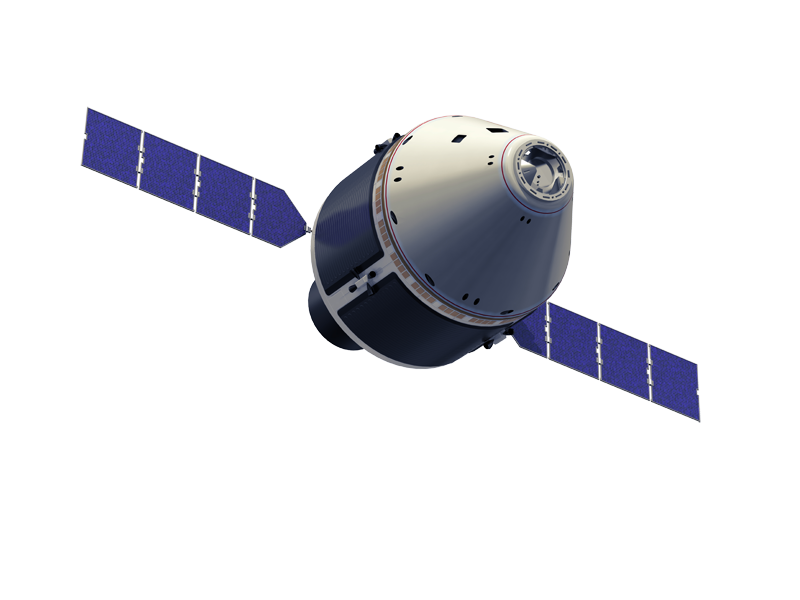
Spacecraft
Extreme temperatures, strong vibrations, high structural loads, strict weight constraints and 100% reliability are a typical set of requirements in spacecraft design. As a result, spacecraft components are usually made of optimized structures utilizing materials to the very limit of their capability, putting challenging conditions on the manufacturing process. With its flexibility and suitability for low volume production of high value large-scale parts, wire-DED is a definitive candidate for spacecraft manufacturing. The technology has already proven itself in e.g. the fabrication of engine nozzles for the Ariane 6 rocket, enabling a considerable reduction in number of parts, production cost and lead time.
Space exploration
As we plan to send humans further into space than ever before, mission success will very much depend on the ability to sustain long durations without external supply of tools, spare parts and other necessities. In-situ 3D printing capability has been identified as one of key technologies to enable this. To qualify for such task, the 3D printer must function in reduced gravity, be able to operate in vacuum, be scalable in size and have a very robust design. For metallic materials it should preferably also have the capability to add features on to existing components, have a 100% material utilization rate and be compatible with feedstock material produced on-site out of scrapped parts. Since the wire-DED technology fulfills all of the abovementioned requirements it makes a perfect basis for development of in-space 3D printing solutions, something which we at Procada are very passionate about.

Energy
Likewise other areas with complex high value components, the energy sector is seeing great benefits in using 3D printing for accelerating product development and optimizing production methods. The highest disruptive impact might however be within the supply chain management rather than production. Isolated or inaccessible regions of operation for example present a unique challenge in inventory management. Having local 3D printing capability provides fast availability of replacement parts which helps avoiding costly downtime or large inventories of critical spare parts. With wire-DED technology, customized high-integrity metal parts can be readily realized and worn-out parts can be repaired on site. The technology’s robust design suitable for in-the-field operations along with its high deposition rates and the ability to process a wide range of materials with maintained integrity make wire-DED a great match for energy applications.
Automotive
Rapid prototyping, modification and repair of large stamping dies are examples of suitable applications for wire-DED within the automotive manufacturing industry. For prototype vehicles in particular, the lead time for obtaining metallic parts is usually very long, so having the ability to rapidly build new tools or modify existing ones add tremendous value. The almost unlimited build envelope offered by the wire-DED technology comes in very handy when dealing with large stamping dies in the order of several meters. Another great benefit with a wire-based printing process is that the materials used for making the cutting and forming sections of the die, such as a variety of tool steels and other hard, abrasion-resistant materials are readily available as wire.